Fibres and composites transforming industry: Advanced pultrusion for a modern industry
Mohammad Alhawamdeh, Omar Alajarmeh, Tristan Shelley, Xuesen Zeng, Peter Schubel explain pultrusion, its usefulness and its growth in adoption in this installment of our Fibres and composites transforming industry series.
Pultrusion in principle is a simple process to manufacture constant cross-sectional composite profiles at which low labour content and high raw material conversion efficiency is achieved as a continuous processing technique. Pultruded products have consistent quality, and with minor secondary finishing steps, they become ready for usage in service (Meyer 2012; Starr 2000).
The reinforcements in the form of unidirectional (UD) roving or continuous filament mats (CFM) are held on creel racks and fed continuously through a guiding system.
These reinforcements are impregnated with the desired matrix system in a resin bath or resin injection chamber, as shown in Figure 1, top and bottom, respectively. The wetted-out reinforcement pack is then guided into a preformed shape before entering the heating die.
Curing of the matrix reinforcement takes place inside the forming die in which the part changes its phase from a liquid to solid state with the help of the heat coming from the heaters. The cured profile is advanced via a pulling system to the cut-off saw where the finished product is cut to desired lengths (Bank 2006).
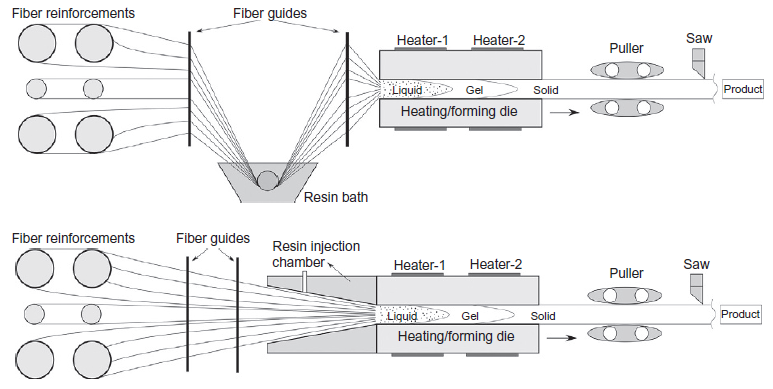
Figure 1. Schematic view of the pultrusion process with a resin bath (top) and a resin injection chamber (bottom) (Boisse 2015).
In general, industrially pultruded parts contain UD roving and CFM layers impregnated by a thermosetting resin system. Among the matrix materials used in the pultrusion industry, polyester, vinylester, and epoxy resins are some of the most common. These types of resin systems behave differently in terms of curing dynamics. Each of these systems have unique characteristics such as chemical shrinkage and exothermic reactivity, which are crucial for the pultrusion process. For instance, polyester resin system has higher chemical polymerisation reactivity than epoxy resins, which provides faster curing during pultrusion; therefore, higher pulling speeds can be used for polyester-based pultrusion. In contrast, vinylester resin systems are considered the mid-point in terms of reactivity and geometric shrinkage, and they are commonly the preferred resin system for pultrusion (Boisse 2015).
Pultruded profiles are used as beams and trusses in buildings and bridges, frames in marine structures, light poles and cross-arms in electrical infrastructure, pipes in the oil industry, spar caps for wind turbines, cable trays and grating walkways in solar structures in the energy sector, reinforcements for concrete, and sleepers in railways (Balasubramanian 2013; Bank 2006; Bunsell & Renard 2005; Fangueiro 2011; GAJJAR 2020; Jones 1998; Sapuan 2017). These viable construction materials have been used extensively in buildings and bridges for the last 20 years (Kaw 2005; Oller 2014; Singer, Arbocz & Weller 2002; Uddin 2013; Vinson & Sierakowski 2006); Figure 2 shows several applications of hollow pultruded profiles.

a

b

c
Figure 2. Some applications of pultruded profiles (a) jointed hollow pultruded profiles in jetties and wharfs (b) hollow pultruded profiles in shelter, and hollow pultruded profiles in pedestrian bridge and (c) (Wagners CFT).
The pultrusion industry is growing rapidly in all infrastructure sectors with the market value of pultruded structures is estimated to be 5.7% of the structural materials market with 11.7 billion US$ out of 207.9 billion US$. The market values of pultruded structures compared to other conventional construction materials for various sectors are shown in Figure 3.
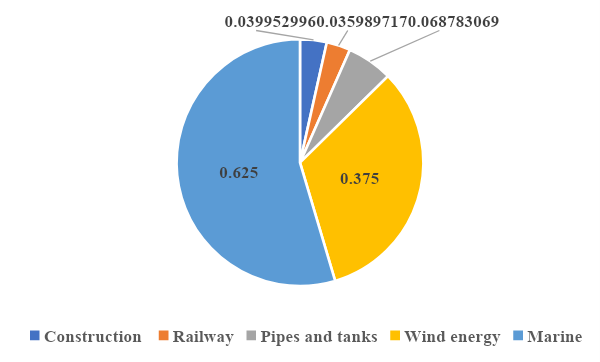
Figure 3. Market value of FRP pultruded structures compared to conventional construction materials (Sellier 2019).
Even if the pultrusion process is conceptually quite simple, the analysis of its physics, dynamics, and definition of optimal processing parameters necessary to achieve the desired objectives, are complex due to the diverse interactions. These include the physical phenomena related to material flow, heat transfer, species conversion and phase changes, die–material contact, and stress–strain development.
The Advanced Pultrusion Cooperative Research Centre Project (CRC-P), lead by Wagners Composite Fibre Technologies (CFT) has been investigating techniques for both increased production and added functionality (e.g. fire performance). In collaboration with the University of Southern Queensland and Allnex Composites, the pultrusion process and the manufactured product has been investigated both numerically and experimentally by the research and development teams to gain better understanding about this process.
Globally, future trends and research developments on advanced pultrusion are progressing rapidly. Thus, new technologies being employed in development of pultrusion processes including novel techniques related to pull-winding and pull-braiding technologies. These technologies provide the ability to overcome a range of the limitations associated with the fibre architecture observed in conventional pultrusion (with UD and CFM materials only). The development of high-performance pultruded composites for various environmental conditions such as inherent UV stability, weathering, and fire-resistant properties are being researched extensively. In addition, the production of pultruded profiles with non-prismatic or tapered cross-sections is expected to be a game changing development to built upon the efficiencies of the pultrusion process.
Picture: Dr Xuesen Zeng and Professor Peter Schubel (USQ)
The authors are each from University of Southern Queensland's Centre for Future Materials: Mohammad Alhawamdeh is a PhD researcher, Dr Omar Alajarmeh is a Post-Doctorate Research Fellow, Dr Tristan Shelley is a Research Engineer, Xuesen Zeng is an Associate Professor, and Professor Peter Schubel is Director.
References
Balasubramanian, M 2013, Composite Materials and Processing, CRC Press.
Bank, LC 2006, Composites for Construction: Structural Design with FRP Materials, John Wiley & Sons.
Boisse, P 2015, Advances in Composites Manufacturing and Process Design, Woodhead Publishing.
Bunsell, AR & Renard, J 2005, Fundamentals of Fibre Reinforced Composite Materials, CRC Press.
Fangueiro, R 2011, Fibrous and Composite Materials for Civil Engineering Applications, Elsevier.
GAJJAR, D 2020, ‘Development of applications and innovation of FRP Pultruded Profiles in India & Asia’, Fifteenth World Pultrusion Conference.
Jones, RM 1998, Mechanics Of Composite Materials, CRC Press.
Kaw, AK 2005, Mechanics of Composite Materials, CRC Press.
Meyer, R 2012, Handbook of Pultrusion Technology, Springer Science & Business Media.
Oller, S 2014, Numerical simulation of mechanical behavior of composite materials, 1. ed, Lecture notes on numerical methods in engineering and sciences, Springer, Barcelona.
Sapuan, SM 2017, Composite Materials: Concurrent Engineering Approach, Butterworth-Heinemann.
Sellier, J 2019, ‘Identifying the barriers and opportunities to the adoption of advanced materials in construction’, Amconf 2019-Advanced Materials for Construction.
Singer, J, Arbocz, J & Weller, T 2002, Buckling Experiments: Experimental Methods in Buckling of Thin-Walled Structures Shells, Built-up Structures, Composites and Additional Topics, vol. 2.
Starr, T 2000, Pultrusion for Engineers, Elsevier.
Uddin, N 2013, Developments in Fiber-Reinforced Polymer (FRP) Composites for Civil Engineering, Elsevier.
Vinson, JR & Sierakowski, RL 2006, The Behavior of Structures Composed of Composite Materials, Springer.
Picture: Dr Xuesen Zeng and Professor Peter Schubel (USQ)

@AuManufacturing’s editorial series – fibres and composites transforming industry – is brought to you with the support of ThermoFisher ![]() Scientific and the Advanced Fibre Cluster Geelong.
Scientific and the Advanced Fibre Cluster Geelong.
Subscribe to our free @AuManufacturing newsletter here.




@aumanufacturing Sections
Analysis and Commentary Awards casino reviews Defence Gambling Manufacturing News Online Casino Podcast Technology Videos