
Frontiers in additive manufacturing: the challenges of design, innovation and commercialisation
In the final day of our Frontiers in additive manufacturing series, Glenn Rees, Head of Engineering at Conflux, discusses the many challenges that come with design freedom, the commercial sweet spots for metal AM, and more.
You’ve come from a Motorsport background – can you tell me a bit about the differences and similarities in this field with respect to design, innovation and commercialisation?
Glenn Rees: I worked in motorsport in both the UK and Australia from the late nineties and during this time witnessed the emergence of CAD systems to the growth of additive manufacturing. Motorsport has always embraced lightweight and structurally efficient design. As such, it’s usually been an early adopter of frontier technologies – particularly those that can add value through efficiency improvements – whether that’s an increase in performance, or a reduction in process time.

Manufacturing techniques in motorsports are generally composites, metal fabrication and CNC machining. Additive manufacturing is also making inroads – particularly with plastic parts, but also now structural metal components that would conventionally have been subtractively manufactured through CNC machining.
Design for additive manufacturing (DfAM) shares some of the fundamentals of conventional manufacturing – namely in the considerations of always focusing on the total performance of the final product. The AM printing process allows greater freedoms such as lattices, small fins and complex channels, but also places some restrictions on geometry – particularly in regards to build direction and overhanging features.
Innovation varies from category-to-category and is led predominantly by regulations and level of investment. There is always an innovative mindset though among engineers and this is something that has stood me in good stead at Conflux Technology – it’s part of the culture. On a broad perspective the level of innovation in AM is huge – we are literally at the frontier of a new technology!

Metal AM is constantly seeing new applications, and these have moved from simple parts like brackets becoming more and more complex, such as heat exchangers. Why is 3D printing heat exchangers desirable?
Glenn Rees: I think the freedoms that come from building a part a single layer at a time opens up truly innovative design. It allows for intricate and complex geometries that can be printed in a single monolithic structure. This allows us far more liberty to fine tune the geometry to suit the boundary conditions of the fluids resulting in greater performance.
But these are not always straightforward to achieve. What are the challenges that must be overcome for these complex applications?
 Glenn Rees: There are many challenges! Printing minimum wall thicknesses to hit performance targets within a given volume is key among them. This is intrinsically linked with the detailed parameters set for the 3D printers – settings that ensure build optimisation, consistency, and efficiency.
Glenn Rees: There are many challenges! Printing minimum wall thicknesses to hit performance targets within a given volume is key among them. This is intrinsically linked with the detailed parameters set for the 3D printers – settings that ensure build optimisation, consistency, and efficiency.
Powder removal from complex, monolithic parts with tight channels must be considered at the design stage. There are also limitations around form design and understanding how different geometric angles affect the print outcome. All these things and more need to be considered and overcome. There are also a number of cost savings that have long been touted and are starting to be realized as the sector matures…
To build on that as well as lowering the complexity of a BOM, AM promised to shorten and simplify supply chains and allow service bureaus or manufacturers to print multiple parts in a single location, at or close to the point of assembly. There are IP challenges that must be addressed to realise this. The entire set of instructions for producing a part must be communicated to the machine that does the printing, which represents much of the value in IP for applications companies like Conflux. Fortunately, there are several software and hardware solutions being developed in this space that secure the set of build instructions and parameters.
Focusing on commercialisation, what are some other developments in the industry you are looking forward to?
Glenn Rees: I think the two main areas are dramatic improvements in the speed of machines, and the maturation of certification processes for AM parts.
Currently the hourly cost of running the AM machine is the most significant element of the cost of goods, and it’s remained stubbornly high. I’m encouraged to see a number of companies developing new generations of machines with much higher productivity. It will be a game changer when we can consider mass production at rates that compete with other manufacturing approaches.
There is a sweet spot where this technology can really add value now, and that is in smaller heat exchangers. With these, the advantages of increased performance, reduced build and development time and customisation can be realised at a competitive price point.
And each time we increase our productivity we become that much more competitive with other manufacturing processes.
Another key focus for industry is to mature the processes and standards relating to certification or validation of parts for production. Encouragingly, I see announcements of many more metal parts heading into aerospace applications, as well as automotive and industrial. In addition to processes and standards, there are technological advancements that will assist.
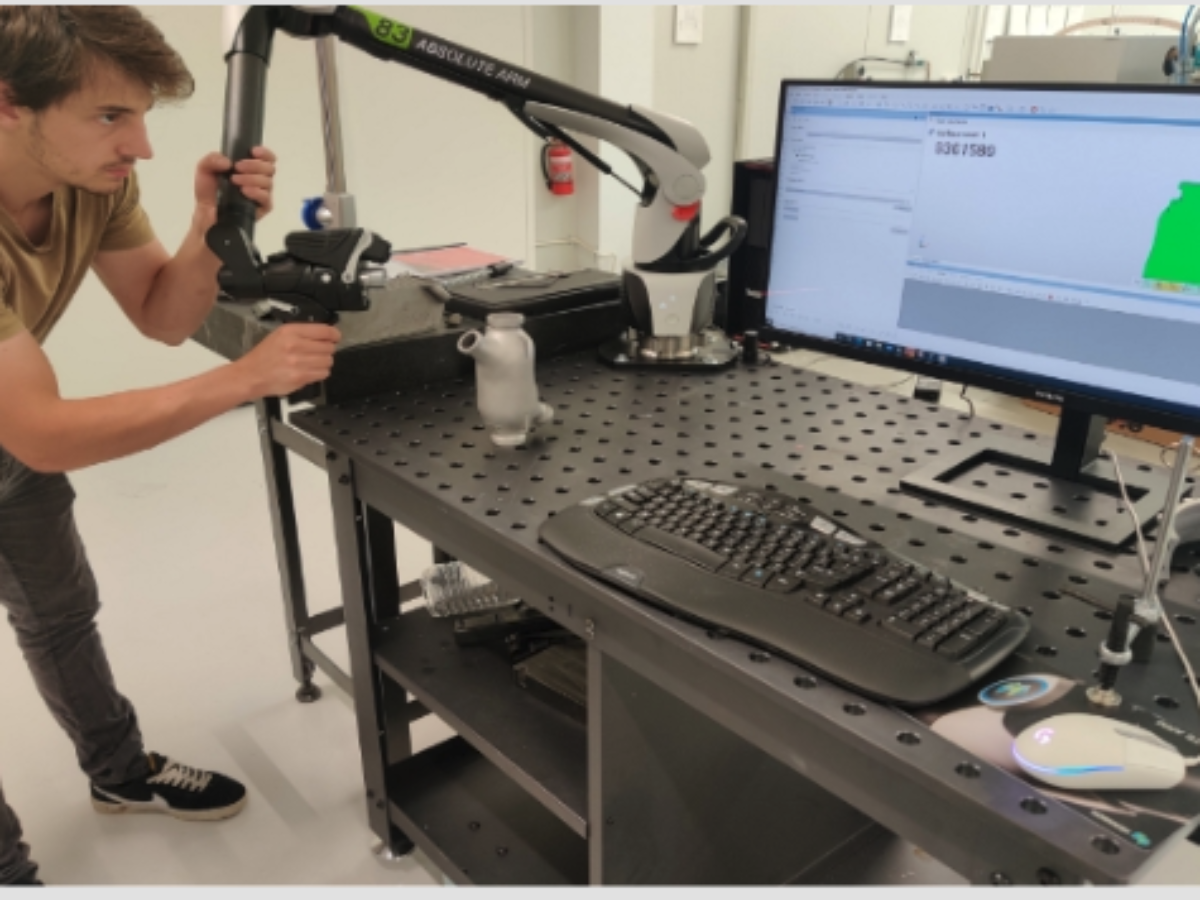
We CT scan our parts and assess quality, porosity and other attributes using proprietary software – Conflux Quantify – for example. This level of insight is essential for proving the consistency of complex monolithic parts. Companies are leveraging AI and real time scanning during printing to verify and improve quality in their AM processes.
Overall I’m very optimistic that these developments will support a major uptake in metal AM for complex applications.
![]() Frontiers In Additive Manufacturing is brought to you through the support of VSF Large Area 3D Printers by CNC Designs.
Frontiers In Additive Manufacturing is brought to you through the support of VSF Large Area 3D Printers by CNC Designs.
Subscribe to our free @AuManufacturing newsletter here.


More in this section



@aumanufacturing Sections
Analysis and Commentary Awards Defence Manufacturing News Podcast Technology Videos