The digital path to growth – sensors and handling data

In today's instalment of @AuManufacturing’s editorial series – the digital path to growth – Sercan Altun looks at the recent explosion in factory data, and ways this can be made useful.
Nations around the world may well remember the hotly-debated discussions evolving around oil in the 20th Century.
Back then, we were constantly reminded by world leaders and scholars of the importance of this commodity.
It was a different time, before the energy sector started undergoing rapid change, before global energy demand increased, and before various alternative options such as renewable energy sources started replacing fossil fuel sources to help nations both meet demand and progress towards net-zero carbon emission goals.
Compared to the oil age, there are similar discussions being held today around another commodity, “data”. Data has also been evolving at an unprecedented pace and affecting our lives directly with its mammoth influence on industries as varied as healthcare, education, banking and finance.
To see the most visible changes underway through the evolution of data use, one might look at the manufacturing industry in particular. With each industrial revolution, the sheer volume of data has rapidly increased, as have the number of ways we reap its benefits.
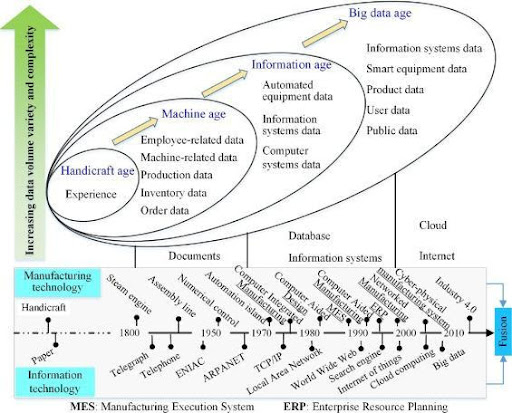 In the latest industrial revolution, Industry 4.0, we are monitoring, analysing and utilising unprecedented levels of data attained on the shop floor, thanks to the developments in the advanced manufacturing practices and techniques.
In the latest industrial revolution, Industry 4.0, we are monitoring, analysing and utilising unprecedented levels of data attained on the shop floor, thanks to the developments in the advanced manufacturing practices and techniques.
One of the major changes during the transition to Industry 4.0 is the flexibility in how manufacturing data is collected, stored and processed, leading to smart manufacturing concepts such as smart design, smart quality control and smart maintenance. With these “smart concepts” to crunch data from the shop floor, manufacturers today have the luxury of making data-driven decisions.
To this end, new ways of manufacturing data collection and analysis must be studied well to take full advantage of “data-driven manufacturing,” the key enabler in the smart manufacturing concept.
The Development of Data Collection in Smart Manufacturing
Sensors have been the eyes and ears of many processes since the invention of the first inductive proximity sensor in 1958. This watershed improvement kicked off an unprecedented journey for the automation industry, producing more innovation down the track.
With each industrial revolution, sensors have also undergone marvellous changes. During industrial sensors’ transition journey, what is worth noting is the pace of the change that the simple, ground-breaking, wear-free, non-contact solution to detect metallic objects with a discrete output (on / off, 0 / 1) was followed by different sensor technologies such as photoelectric, ultrasonic, capacitive, magnetic, temperature, pressure, vibration and so on with analog output options.
With the big data age ushering in new developments in the industrial sensor industry, we are now getting more information from sensors thanks to IO-Link technology.
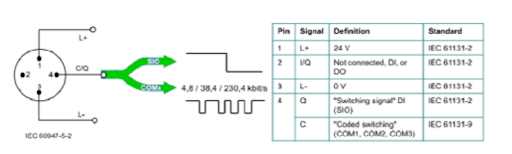
Put simply, IO-Link is a point-to-point bi-directional serial industrial communication, standardised by the International Electrotechnical Commission (IEC).
This vendor-independent protocol has been replacing traditional analog technology with reliable 24VDC communication, opening up new data streams sent out to the control systems and even directly to the cloud via MQTT and OPC UA technologies.
In this regard, in addition to the discrete and analog output data recorded on machinery, by implementing IO-Link technology, more information such as process, device and diagnostic data have been made available for further analysis and utilisation.
This additional data made available with IO-Link and stored in IODD files contain, but are not limited to, communication properties, device parameters, identification, process and diagnostic data. The advancements made are not restricted to sensor technology but also applicable to other technologies such as Radio Frequency Identification (RFID) solutions.
IO-Link has been opening up new avenues for manufacturers, with huge benefits like reducing downtime with easy parameterisation, plug and play options, reducing hardware costs with a standardised uniform interface, continuous diagnostics and monitoring paving the way for predictive and preventive maintenance leading to reduced machine downtime.
It should also be emphasized that IO-Link technology is not only implemented in sensor technology, and various actuators have also been cashing in on these benefits in the industrial automation industry.
With more manufacturing data in hand — collected from sensors mounted in processes, in addition to the conventional automation practices such as storing them on premise (data centres) — we now have the option of storing and processing using cloud computing technology and big data analytics at reduced costs with the flexibility of pay-as-you-go options.
Methods used in traditional automation have been challenged by a new concept — “cloud automation” — which helps manufacturers automate their processes with lower hardware costs and scalability. Despite some limitations in this developing technology, cloud automation has been applied in non-critical applications and elsewhere for remote monitoring purposes.
The Developments of Data Analysis in Smart Manufacturing
In data-driven manufacturing practices, the huge amounts of data gained from the plant floor, whether held on premise or in-cloud, will not stack up without proper interpretation through new analysis tools and methods.
The right data-driven decisions can only be made with extensive analysis allowing manufacturers to retrieve meaningful information and insights from complex and diverse industrial data.
The use of other technologies in the data analysis field, in particular powered by Artificial Intelligence (AI) and Machine Learning (ML) techniques, differentiates today’s modern data-driven manufacturing from conventional physical modellings.
In conventional physical models, experts on the plant floor analyse data recorded in their premises, based on their personal experiences and assumptions. Given the increasing amount of data in-hand, this nonlinear analysis is not able to keep up with the demand for precise data analysis.
To address this, AI and ML technologies capable of handling the increasing volume of data coming from field-based industrial products are being deployed to help manufacturers automate and optimise data analysis tasks.
In the realm of ML, data analysis can be conducted by training shallow neural networks with limited amounts of data. With deep learning approaches, the idea is to overcome the shortcomings of machine learning by training deep neural networks requiring more input data points. With the right training methods, deep learning models can be taught to retrieve the right information without any human intervention.
It should be noted that despite mapping the inputs to outputs successfully, deep learning analysis may not be responsive in the context of new data. The major setback in deep learning methods is the cost and time spent processing enough data to train neural networks.
However, what is quite achievable for our manufacturers at the moment is utilising other advanced machine learning techniques, such as transfer learning and meta learning. Both of these two machine learning methods are more applicable thanks to smaller training sample requirements.
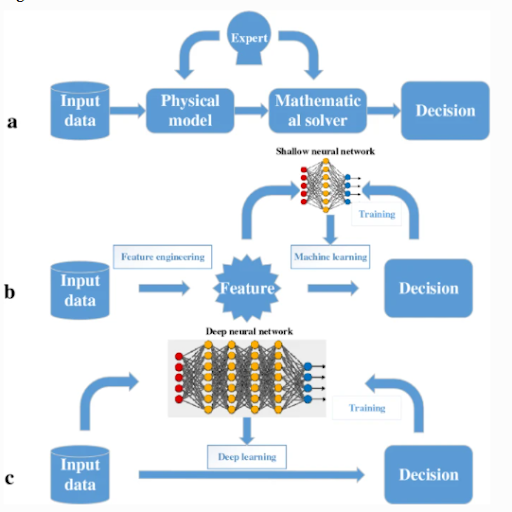 Three paradigms of data analysis based on (a) physical modeling; (b) machine learning; (c) deep learning
Three paradigms of data analysis based on (a) physical modeling; (b) machine learning; (c) deep learning
In the final analysis, given the complexity and high amount of data acquired from plant floors enabled by IO-Link technology and new ways of handling data, today’s data-driven manufacturing techniques have evolved at a pace not dreamed of in the previous industrial revolutions.
The long-term planning approach, “Think big, start small,” can help manufacturers reap the benefits of technologies mentioned above, reviving local manufacturing industries to the 1960s levels of nearly 30 per cent of GDP, compared to today’s 5.6 per cent.
It is incumbent on all of us, from federal and state governments to industry and union bodies, to work harder than ever to achieve manufacturing self-sufficiency and economic sovereignty.
Sercan Altun is an electronics engineer and technical sales engineer at Pepperl+Fuchs (Australia) with extensive knowledge in the field of digitisation of production systems, the industrial internet of things (IIoT) and advanced manufacturing processes. Pepperl+Fuchs is a company specialised in factory and process automation.
@AuManufacturing’s editorial series – the digital path to growth – is brought to you with the support of SAP enterprise application software.

Subscribe to our free @AuManufacturing newsletter here.
Topics Technology
More in this section



@aumanufacturing Sections
Analysis and Commentary Awards casino reviews Defence Gambling Manufacturing News Online Casino Podcast Technology Videos